
2025-02-28
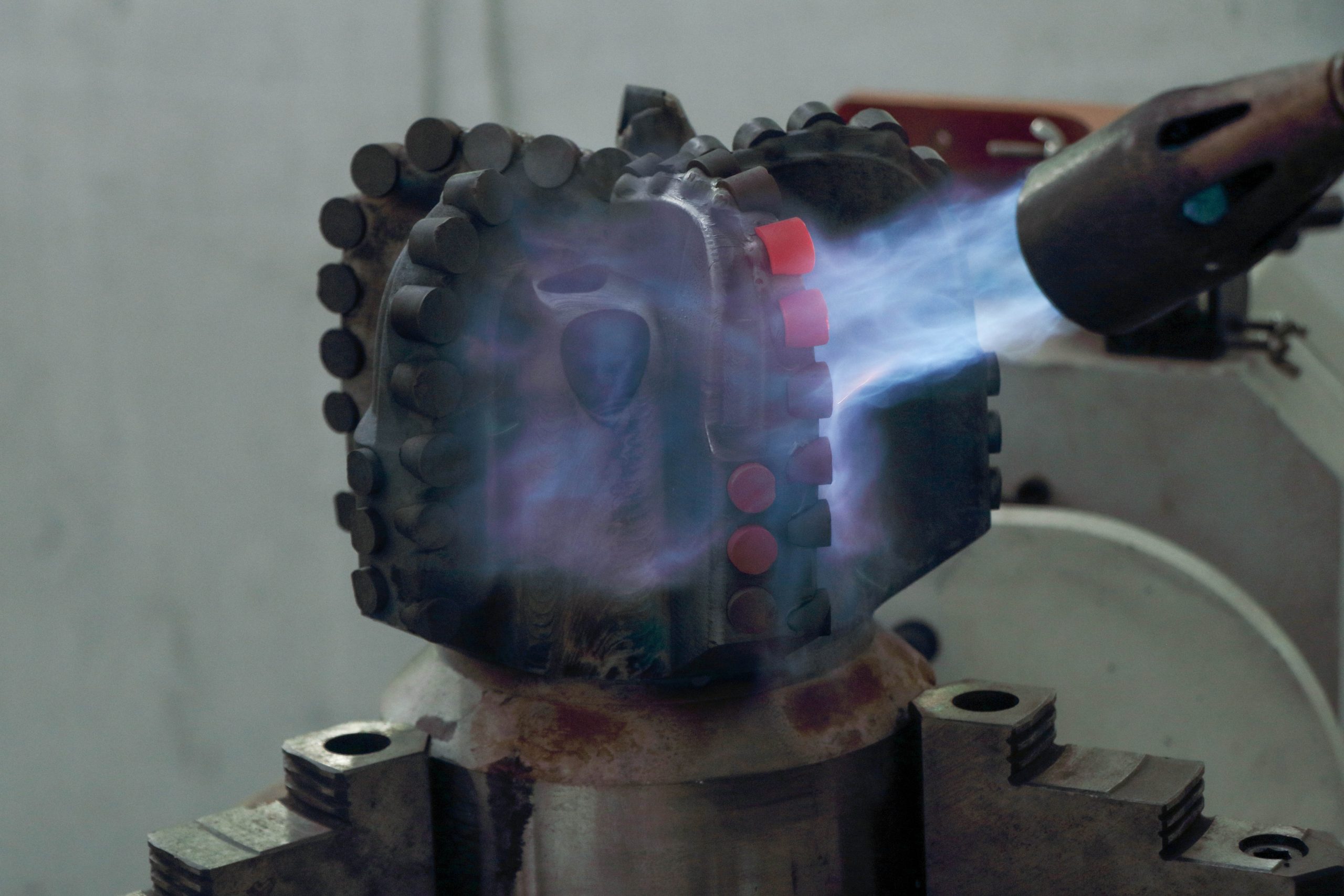
Упрочнение поверхности долот PDC с помощью технологии плазменной наплавки является эффективным способом повышения их износостойкости, ударопрочности и коррозионной стойкости.

1. Этап подготовки процесса
(1) Определение материалов для покрытия
– Часто используемые материалы для наплавки:
– Сплав на основе кобальта: высокая износостойкость и коррозионная стойкость.
– Сплавы на основе никеля: устойчивы к высокотемпературному окислению и химической коррозии.
– Сплавы на основе железа: экономически эффективны и подходят для средних требований к износостойкости.
– Сплавы, армированные керамическими частицами: например, WC (карбид вольфрама), TiC (карбид титана) для очень высоких требований к износостойкости.
(2) Определение площади наплавки
– Наплавка долот PDC обычно направлена на:
– Часть лезвия: для повышения износостойкости и снижения трения и потерь при резании.
– Поверхность корпуса: для повышения общей коррозионной и ударной стойкости.
(3) Предварительная обработка поверхности
– Очистите область плакирования, чтобы удалить масло, окислы, покрытия и примеси.
– Механическая шлифовка или пескоструйная обработка для повышения шероховатости поверхности и улучшения сцепления наплавленного плакирующего слоя с основой.
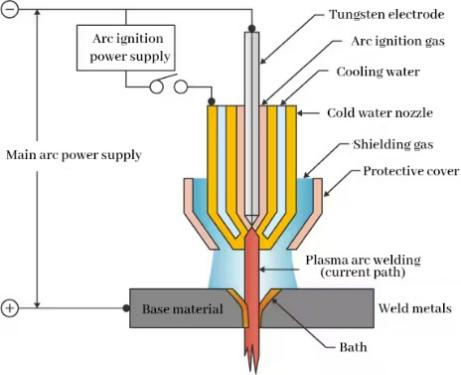
2.Процесс облицовки

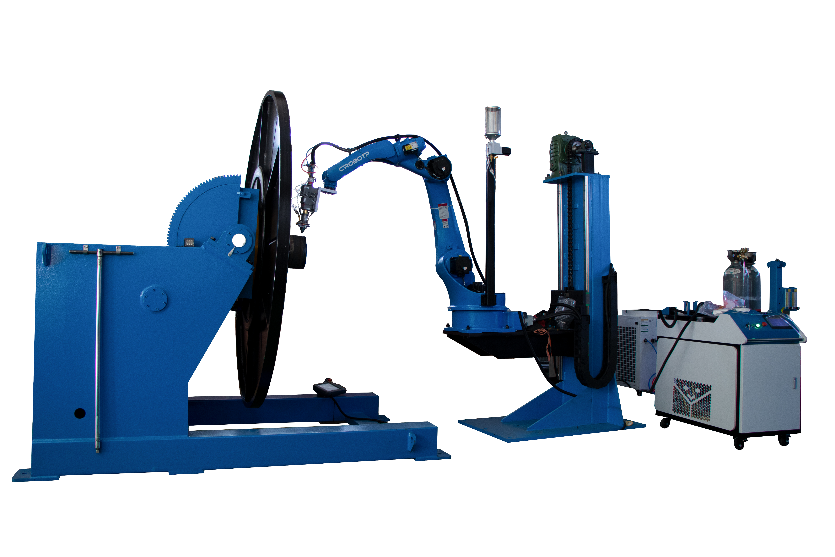
(1) Установка оборудования для плазменной наплавки
– Состав оборудования:
Плазменная горелка, питатель порошка, автоматический плазменный сварочный аппарат и т.д.
– Установите основные параметры:
– Ток и напряжение дуги: выбираются в зависимости от материала, подлежащего плавлению и покрытию, обычно в диапазоне 100-300А.
– Подача тепла: регулируется для контроля деформации подложки и скорости разбавления.
– Скорость подачи порошка: обычно в диапазоне от 10 до 50 г/мин для обеспечения однородности плакирующего слоя.
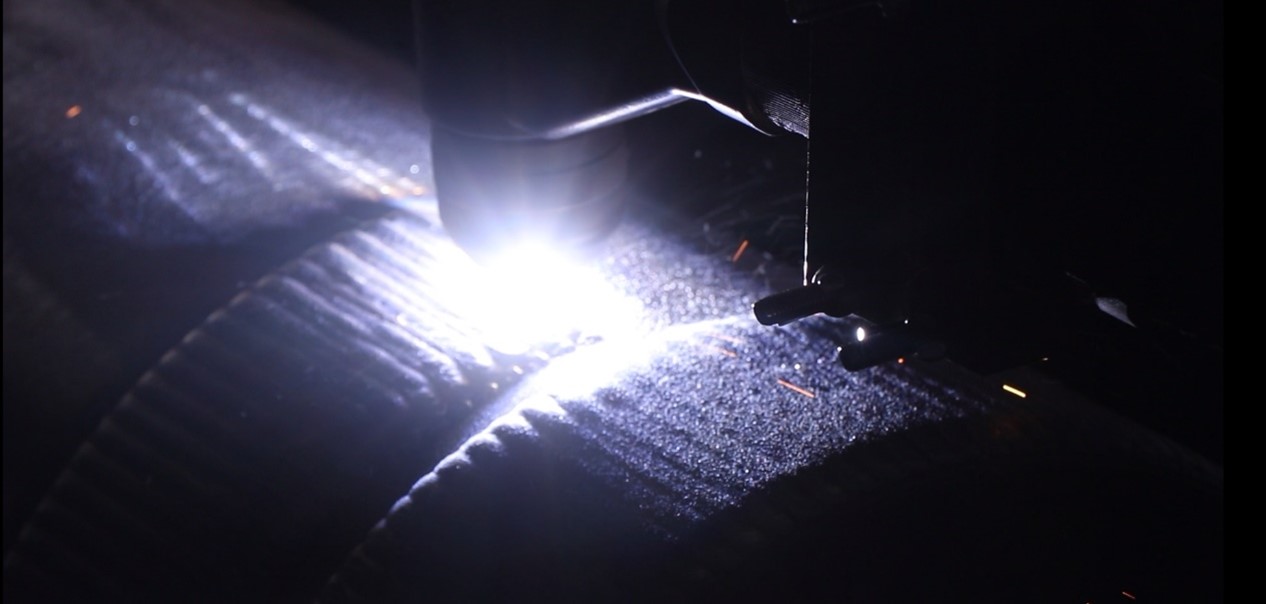
(2)Выполнение облицовки
– Процесс облицовки:
– Контроль теплового воздействия: предотвращение перегрева или деформации подложки долота PDC путем регулировки параметров плазменной дуги и способа охлаждения.
3. Этап последующей обработки.
a.Проверка качества облицовочного слоя
– Проверка внешнего вида: обратите внимание на однородность облицовочного слоя, отсутствие трещин и воздушных отверстий.
– Проверка эксплуатационных характеристик: измерьте твердость, толщину (обычно 0,5~3 мм), прочность сцепления и другие показатели.
– Неразрушающий контроль: используйте ультразвуковой или рентгеновский контроль для обнаружения внутренних дефектов.
b.Отделка
– Если после наплавки поверхность шероховатая, требуется токарная или шлифовальная обработка для соответствия требованиям к размеру и форме долота PDC.
c.Оптимизация характеристик
– Термообработка: закалка или отпуск наплавленного плакирующего слоя, если необходимо, для дальнейшей оптимизации его организационных свойств.
4. Внимание.
1.Избегайте чрезмерного теплового повреждения
– Строго контролируйте подачу тепла в процессе плазменной наплавки, чтобы избежать термического повреждения лезвия PDC и подложки.
2.Подбор материала
– Материал для наплавки должен соответствовать подложке долота PDC, чтобы обеспечить прочность соединения и стабильность характеристик.
3.контроль окружающей среды
– По возможности в условиях низкой влажности или в среде защитных газов, чтобы избежать окисления, влияющего на качество наплавки.
Этот процесс можно использовать как для повышения производительности новых резцов PDC, так и для ремонта изношенных долот.